




隽博TBC1000系列PLC/TBST伺服/TBP触摸屏在全自动折叠盒组装机上的应用
随着人们环保意识的增强,全球纸盒包装工业发展迅速,生产能力大幅度增加。由于折叠纸盒具有加工成本低、储运方便,适用于各种印刷方法、易于成型加工(模切压痕、折叠粘合)、适合于自动包装(自动完成打开—成形一装封口等工序)、便于销售、陈列和回收,有利于环境保护等特点,特别是通过表面整饰(上光、覆膜、烫印、压凹凸)后,有利于商品的宣传和推销、提高产品的附加值,被广泛地应用于烟酒、药品、食品、饮料、日用百货、工艺品的包装。
传统折叠盒在完成印刷及切角后,尚需依赖人工或者半人工辅助设备进行一道钉机打钉的机械加工工序,即通过钉机打钉依次完成单角的贴合(四个角共需贴合四次),或者进行一道胶水粘贴工序,这种做法的生产效率较低,增加了原料与生产成本、单位人工效率低,提高了总成本,同时由于其钉合或粘合成型后,占用的空间增加,多个产品相互累积放置在托盘,造成很大的空间浪费,制约物流和仓储经济效益。
为了解决现有技术中生产效率低、成本高和对空间的占用较大的问题,折叠盒组装机的出现解决了这一系列的问题。折叠盒组装机采用PLC可编程控制器、伺服系统、触摸屏,实施自动送面纸、面纸上胶、纸板自动输送、纸板成型贴四角、定位贴合动作一次性完成,生产效率与传统工艺制作相比提高了三十多倍,生产的新式天地盖便于后续运输与折叠成型。显然,生产效率更快,成品质量更稳定、精度更高的全自动折叠盒组装机更能满足现代包装市场的需求。
隽博针对包装设备厂商提供的全自动折叠盖组装机控制系统及方法,能适应多样化包装,大批量生产要求,明显提高包装效率和品质,降低企业营运成本。
一、项目简介
本项目客户是专业的智能包装设备生产厂家,这一款全自动折叠盒组装机,融纸盒的进纸、输送、过胶、进灰板、贴四角、定位、抱盒和包边成型为一体,全自动完成,适合多种面纸,操作方便,支持远程诊断,稳定、精准、出错率低,废盒率低。高效代替人工生产,显著提高生产效率与纸盒成品质量。依托品牌优势与技术沉淀,隽博深挖客户需求,推出了以隽博PLC+伺服+触摸屏为核心的全自动折叠盒组装机生产线控制系统应用方案。
由于折叠盒为客户的专利设计产品,贴纸板位置有别于传统天地盖贴板位置,整体系统采用6个光眼定位采集折叠盒的三边位置,由PLC计算坐标的方式,采用伺服控制系统,伺服驱动斜齿轮和凸轮完成连贯运作,稳定流畅,精密耐用,高精度,易调节,省时间。贴角部分,采用电子凸轮驱动,更稳定耐磨且动作更流畅,折入深度及折耳长度尺寸范围更大。采用CANopen总线方式控制伺服,以达到高精度高速度的效果,定位精度达到±0.3mm,生产速度达到11片/分钟。

二、方案简介
本方案采用隽博TBC1000- PLC+TBST伺服 CANOPEN总线型伺服+TBST脉冲型伺服。TBC1000的两个脉冲口带喷胶部分的X轴和Y轴走插补动作,使得喷胶的出胶口反应灵敏且喷胶路径可以自定义。另一脉冲带输送轴,输送轴加上编码器,利用外部两个光电给中断信号,PLC准确采集输送轴当前编码器反馈位置,使得输送轴定位精度小于0.1mm。CANOPEN总线控制7台伺服,实现了取料对位的功能。系统还使用了两个TBP7012EI寸触摸屏,一个通过232modbus通讯连接PLC,另一个通过485modbus通讯连接PLC,实现工人在机器的任意一侧都能控制组装机。自动折叠盒组装机
三、电气传动系统简介
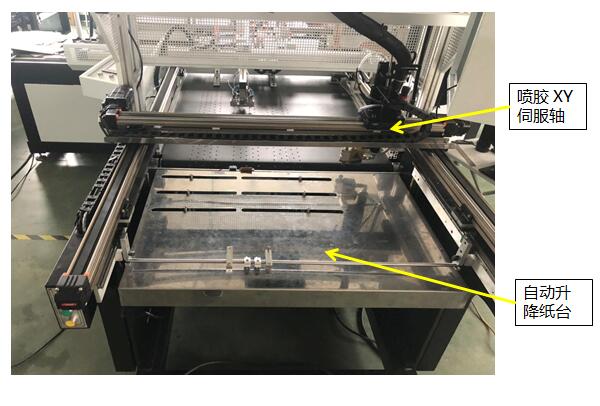
1. 喷胶工站喷胶工站由自动升降纸台和喷胶XY轴组成。
自动升降纸台功能:实时将纸抬升到与纸面光眼平行的高度,保证纸面的高度始终处于一个平面。使用一个普通电机,有上下限接近开关与纸面电眼控制。
喷胶部分功能:使用TBC1000系列PLC的插补功能控制XY两轴走直线或圆弧运动。运动路径由客户定义的30个运动节点定义最多15条运动路径,实现客户任意定义喷胶图形。
喷胶工站
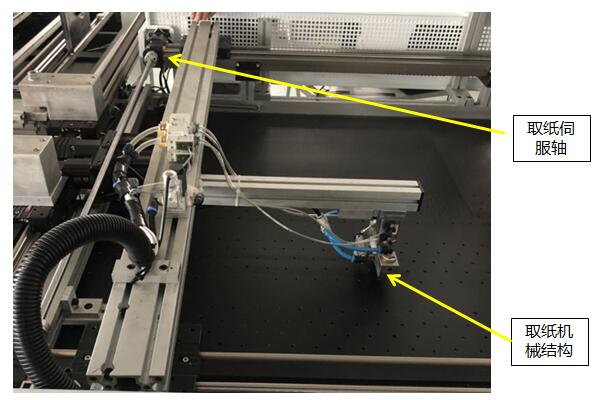
2. 取纸工站
取纸工站功能:将喷胶完成的底纸抓取到输送轴上。此处增加了吹气阀和翘纸气缸,避免取纸时将下方底纸一起带动,影响下一次喷胶。
取纸工站
3. 输送工站
输送工站功能:将底纸输送到组装位置,慢速通过两边定位光眼,PLC中断抓取编码器反馈位置。在前放板组装和后放板组装时全反馈定位输送带位置,使得放板左右定位无偏差。
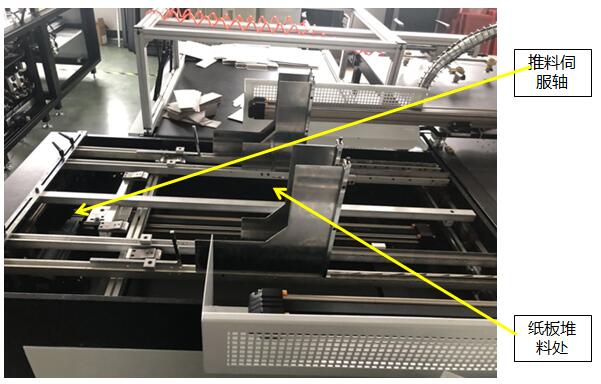
4. 前后推料工站
前后推料工站功能:将待组装的纸板推送到取料位置,等待取板。
推料工站
5. 前后放板工站
前后放板工站功能:放板伺服轴1与放板伺服轴2,两颗伺服组成龙门带放板机构前后动作。动作是光眼信号反馈给伺服,抓取反馈位置。抓取到的位置由CANOPEN通讯传输给PLC,PLC运算后,给两个伺服轴不同的定位位置,使龙门能够对其来料的偏差。
6. 出料工站
出料工站功能:将成品在推料区堆放好。
四、系统拓扑图

